The outsourcing of the production of custom-designed heated insoles is not a simple assembly of a single mass shoe, but a systematized engineering design, entails heating system design, battery enclosure, structural bonding, safety approval and mass quality production.
Most of the brands think that the heated insoles are customized footwear inserts, yet the truth is that they are wearable electronic systems built in ergonomic structures. Its stability in manufacturing the heating element as well as the final aging tests characterizes the quality of custom heat insoles rather than sample appearance. Production uniformity has a direct influence on the long-run performance of the products stereotypically in terms of reliability, safety of the users, and brand image in the competitive markets such as the winter outing gear, outdoor sports, and cold environment workwear.
Stage 1 — Product Design & Heating System Engineering
The foundation of the high-quality custom heat insoles is the accurate design of the heating system, during the work on which the functional requirements define all other manufacturers choices.
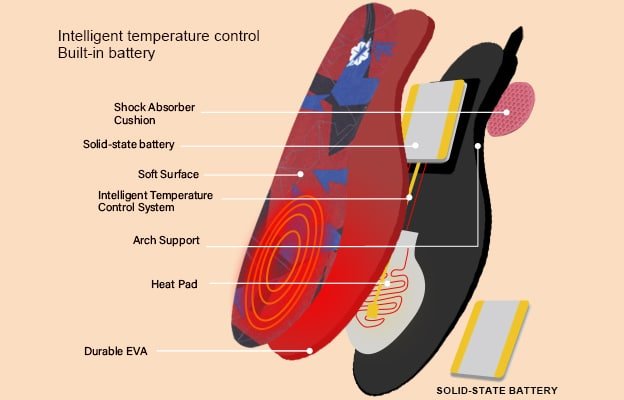
At this point, product developers establish basic performance requirements depending on the intended use cases – skiing, daily commuting on cold weather, or working outdoors. The important choices are mapping of heating zones to focus on the warming of the high heat loss regions (usually fore-foot and toes), calibration of the temperature range (usually 35-55C with various levels) and choosing between use of carbon fiber heating sources or flexible heating films.
Carbon fiber elements have a high thermal conductivity, great flexibility, high heat-up, and homogeneity, because of thin cross-section, and heating films give a high density of coverage in even-thin cross-sections. Structural thickness control also makes the insole to have ergonomic fit without causing any discomfort to the feet or compatibility with the shoes.
| Design Factor | Engineering Focus | Impact |
| Heating layout | Even distribution | User comfort |
| Power efficiency | Battery life optimization | Longer usage |
| Material thickness | Ergonomic fit | Comfort & flexibility |
| Temperature control logic | Safety compliance | Stable performance |
These are initial decisions, which product the viability of subsequent integration and the general longevity of the process of production of the heated insoles.

Stage 2 — Battery Integration and Control System Configuration
Integration of the battery and the control system is the most important electronic stage of the entire engineering process of the heated insoles, as safety and usability in the product is designed.
The choice of Lithium battery capacities is determined by the balance between runtime (usually 4-10 hours based on heat level) and weight and thickness. Protection circuit boards (PCBs) are built into the systems in order to deal with overcharge, over-discharge, short-circuit and temperature variation. Mechanisms such as overheat and overcharge protection are required in order to avoid thermal runaway, which has been studied as a problem with lithium battery heated insoles.
Design of controllers can be among the different models: simple button controls on the easy models, remote RF devices on the convenient models, or any with Bluetooth technology which will also allow app control and monitoring temperature. All these parts are to be customized to meet the needs of a particular market in case of brands that demand complete OEM manufacturing of heated insoles.
For professional guidance on implementing these systems at scale, explore custom heated insoles manufacturing services.
| Battery Component | Function | Risk if Poorly Designed |
| Lithium cells | Power supply | Short lifespan |
| PCB protection | Overcharge/short circuit protection | Safety hazard |
| Temperature sensor | Heat monitoring | Overheating risk |
| Controller | User interface | Unstable performance |

Stage 3 — Structural Bonding and Assembly
Adequate structural bonding converts individual parts into one cohesive and flexible insole which can endure daily wear without damaging the heating system.
The steps include; heater layer lamination, in this step, the heating element (carbon fiber or film that is on the list) is accurately located and bonded to the underlying layers with heat-generating adhesives at controlled pressure and temperature. The routing of the wire is also done in strict patterns to avoid stress and pinch concentrations during flexing and complete insulation to prevent short.
Heat and pressure, and Assembly: This is performed to give the final outcomes of cushioning foams, support materials, and upper fabrics to come up with strong bondage. There should be flexibility to reduce imitation of natural foot idea, however, erroneous bonding could result in delamination, bare wires, uneven heating, or circuit breakage over a period.
The major risks of poor bonding are shortened life cycle, unsafe elements, and bad performance which undermines user confidence.
Stage 4 — Performance Testing and Validation
Extensive performance tests and verification ensure that the completed insole is designed to specifications and safety standards and proceeds to the production stage.
The thermal imaging in heat distribution testing (checks whether there is even warmth in the area) is performed to remove spots of heat or areas of cold. Endurance testing walks the insole in cyclic heat-on/off cycles to ascribe months of load to the insole. Battery aging tests measure the decrease in capacity and the change in internal resistance during the charge-discharge cycles.
Flexibility stress test is a form of test where walking and bending movements are simulated to check the structure and continuity of the circuit. In the case of waterproof models, a resistance test is done to check on seals against ingression of moisture.
| Test Type | Purpose | Outcome |
| Heat uniformity test | Ensure balanced warmth | Comfort assurance |
| Battery aging test | Measure lifespan | Durability |
| Flex bending test | Simulate walking motion | Structural integrity |
| Safety protection test | Validate protection circuits | Compliance readiness |
These tests give data objectively to hone the design and avoid failure in the field.
Stage 5 — Pre-Mass Production Quality Control
The quality control at pre- mass production determines the manufacturing discipline through identification of deviation before actual mass production.
The inspection of incoming materials is used to verify that heating elements, batteries, foams, and adhesives are all specifications based on a dimensional check, electrical testing and certifications. The inline quality monitoring is used to monitor critical parameters throughout the lamination and assembly where functional tests are used on each unit or statistically sampled batches.
The batch consistency control is deduced based on the statistical process control that is used to ensure the maintainability of uniformity within production lots to ensure the quality control of the insoles always stays the same when they are heated.
Stage 6 — Controlled Mass Production and Final Inspection
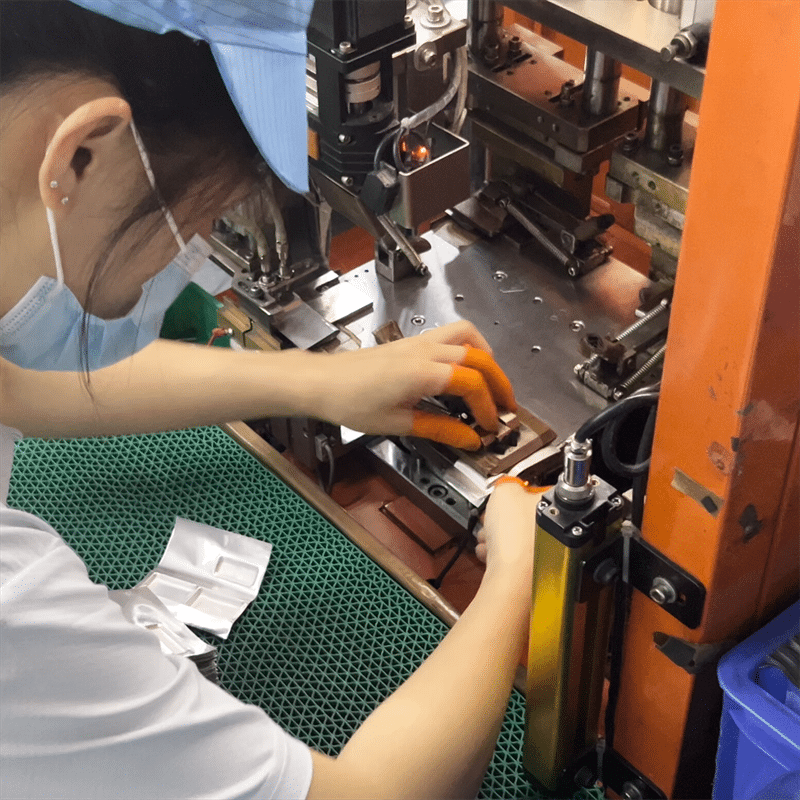
Controlled mass production is based on a uniformed process of production, trained personnel, and repetitive arrangements to produce output on a mass basis.
The stability of the production lines is ensured by fixing them with a high degree of precision, automated dispensing of adhesives, and heat-press parameters. The operators are provided with specialization training on the working with the electronic components and their fault identification. End-of-life tests are a set of tests that devices face after a batch and that ensure that no premature aging.
Packaging and labeling inspection checks whether the requirements have been met on safety warnings, certifications and branding. The focus of this stage is on repeatability – the point of assured OEM insoles production of heated insoles.
Common Production Challenges in Heated Insoles Manufacturing
Although the products may be well-designed, they may be exposed to dangers when they are under the manufacture of the heat insoles factory in case of the absence of disciplined processes.
- Ineffective heat distribution – patella is not adequately laid out or laminated.
- Overtheating of battery – due to improper protection circuits or bad thermal regulation.
- Low lamination bonding – resulting in under flex or moisture delamination.
- The imprecision of temperature control calibration – leading to poor performance.
- Ineffective scaling of mass production Prototypes work, but volume production carers collapse as the process changes.
The structured process and validation on every stage will allow avoiding these problems and be sure of reliability between the first article and final shipment.
Conclusion — Manufacturing Depth Defines Product Reliability
It has to be based on enlightened engineering and proven heating technologies and safety assimilation of batteries, and stringent engineering checks, rather than on superficial customization.
Heated insoles are not inserts but highly advanced electronic wearables. To be a success in the market, the process of manufacturing has to be based on stability and repeatability at all levels. Such insight among brands and product teams can result in a more effective review of suppliers and creating products that will work effectively in a real-life setting.